Guide de conception pour les pièces avec filetages et fraisages coniques.
Informations utiles sur le processus de filetage et de fraisage conique, comment préparer correctement vos fichiers pour ces processus, capacités et limitations de notre procédé.
Contenu
Filetage
-
Processus de filetage >Processus de filetage >
-
Préparation de votre fichier pour le filetage >Préparation de votre fichier pour le filetage >
-
Capacités du processus de filetage >Capacités du processus de filetage >
Chanfreinage
-
Processus de chanfreinage >Processus de chanfreinage >
-
Préparation de votre fichier pour le chanfreinage >Préparation de votre fichier pour le chanfreinage >
-
Capacités du processus de chanfreinage >Capacités du processus de chanfreinage >
Cliquez sur les sujets pour y accéder.
Consultez ici nos
Processus de filetage
Le filetage d’une pièce en tôle consiste à créer un filetage dans un trou circulaire. Cela se fait à l’aide d’outils spécialisés tels que des tarauds ou des filières. Ce processus permet la connexion sécurisée de pièces à l’aide de vis ou d’autres éléments filetés.

Préparation de votre fichier pour le filetage
Préparer correctement vos fichiers pour le filetage permet non seulement d’optimiser le processus, mais peut également accélérer considérablement le temps de production.
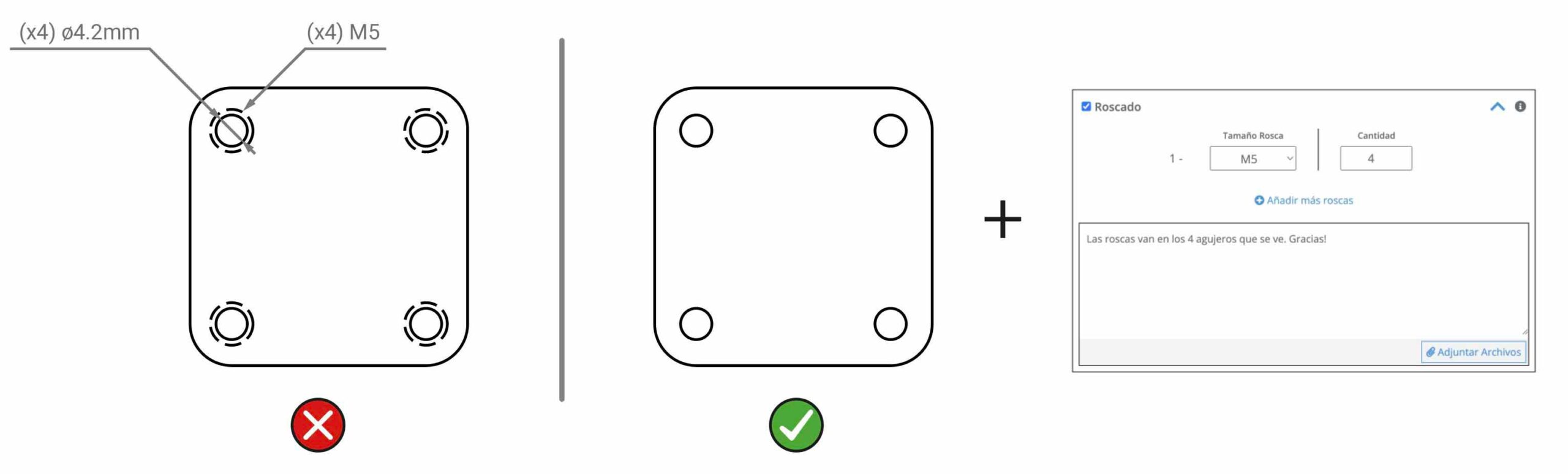
Préparation de fichiers 2D avec filetage
Pour générer correctement le fichier 2D destiné à la production d’une pièce plate avec filetage, il est essentiel de dessiner le trou à fileter comme s’il s’agissait d’un trou conventionnel, sans inclure de marques ni d’indications sur le filetage. Le diamètre de ce trou doit être correct pour réaliser le filetage, appelé « trou pré-percé » (mesuré selon le tableau des capacités du processus de filetage, ci-dessous). Ensuite, sélectionnez le processus de filetage, en spécifiant à la fois la taille du filetage et la quantité, afin d’assurer une fabrication précise et efficace. Vous pourrez ajouter des commentaires ou des documents pour fournir plus d’informations sur les trous à fileter.
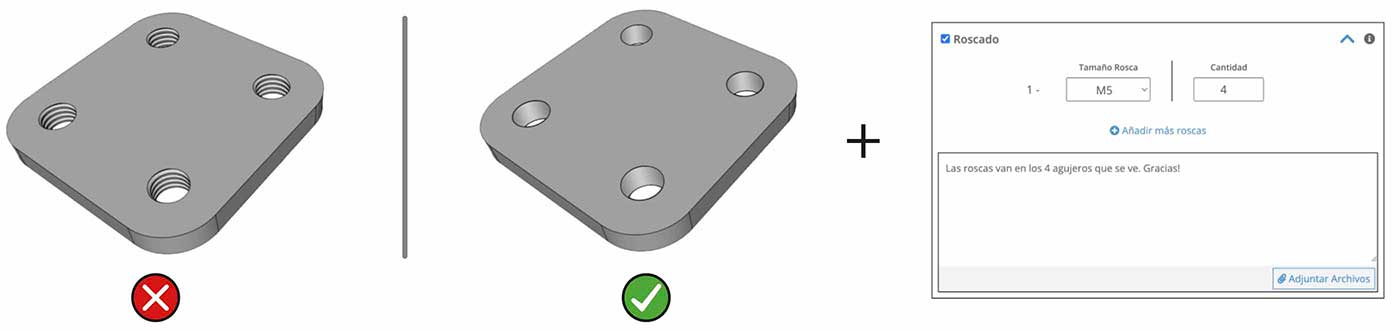
Préparation de fichiers 3D avec filetage
Pour générer correctement le fichier 3D destiné à la production d’une pièce plate ou pliée avec filetage, il est essentiel de dessiner le trou à fileter comme s’il s’agissait d’un trou conventionnel, sans inclure les filets de filetage en 3D. Le diamètre de ce trou doit être correct pour réaliser le filetage, appelé « trou pré-percé » (mesuré selon le tableau des capacités du processus de filetage, ci-dessous). Ensuite, sélectionnez le processus de filetage, en spécifiant à la fois la taille du filetage et la quantité, afin d’assurer une fabrication précise et efficace. Vous pourrez ajouter des commentaires ou des documents pour fournir plus d’informations sur les trous à fileter.
Capacités du processus de filetage
Chez LaserBoost, nous utilisons la méthode de filetage par taraudage. Nous utilisons des machines spéciales pour ce processus avec une configuration spécifique pour réaliser chaque filetage avec succès.
Notre modèle de production de filetages suit le système métrique avec un pas normal.
Pour réaliser le filetage d’une pièce avec une mesure métrique spécifique de manière précise, il est nécessaire de préparer préalablement un trou avec un diamètre précis, en tenant compte également d’une épaisseur minimale de matériau recommandée. Les détails de ces dimensions sont présentés dans le tableau suivant :
Taille du filetage (Métrique standard)
Diamètre préalable du trou (mm)
Épaisseur minimale de tôle recommandée (mm)
M2
1.60
1.00
M2.5
2.00
1.20
M3
2.50
2.00
M4
3.30
3.00
M5
4.20
3.00
M6
5.00
4.00
M8
6.75
5.00
M10
8.50
6.00
M12
10.20
8.00
Par exemple, pour produire 4 trous de taille M5 sur votre pièce, vous devrez dessiner ces trous dans votre conception avec un diamètre de ø4.2mm, sélectionner l’option de filetage, indiquer M5 comme type de filetage et entrer 4 comme quantité. Nous vous recommandons d’utiliser un matériau d’une épaisseur minimale de 3mm.
Si votre trou préalable n’est pas correctement dimensionné pour le filetage métrique demandé, nous nous occuperons de le dimensionner correctement.
Les mesures d’épaisseurs minimales de tôle recommandées ont été calculées pour laisser au moins 3 filets de filetage complets. Nous pouvons réaliser des filetages sur des épaisseurs de tôle inférieures aux mesures minimales indiquées si le client le souhaite.
Processus de fraisage conique
L’avalement est utilisé pour créer une surface conique autour d’un trou circulaire. Cela permet à la tête d’une vis fraisée de se situer au niveau de la surface, offrant une finition lisse et uniforme.

> Préparation de votre fichier pour l’avalement
Préparer vos fichiers correctement pour l’avalement permet non seulement d’optimiser le processus, mais peut également accélérer considérablement votre temps de production.
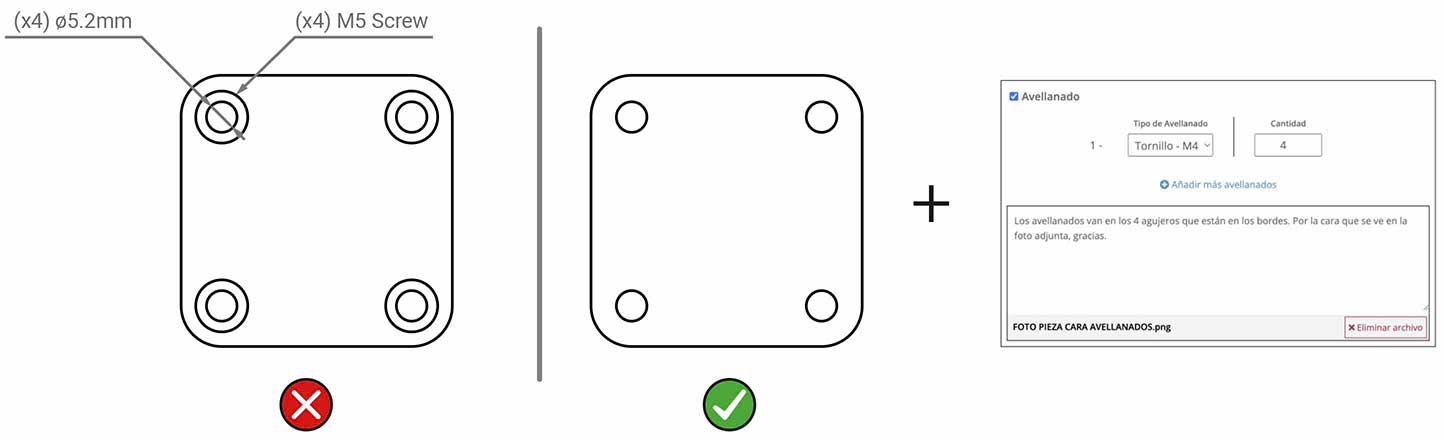
Préparation de fichiers 2D avec fraisage conique
Pour générer correctement le fichier 2D destiné à la production d’une pièce plate avec fraisage conique, vous devez dessiner le trou de plus petit diamètre sous la forme d’un avalement. Ensuite, sélectionnez le processus d’avalement, en spécifiant à la fois sa taille et la quantité, afin d’assurer une fabrication précise et efficace. Vous pourrez ajouter des commentaires ou des documents pour fournir plus d’informations sur les trous à avalement.
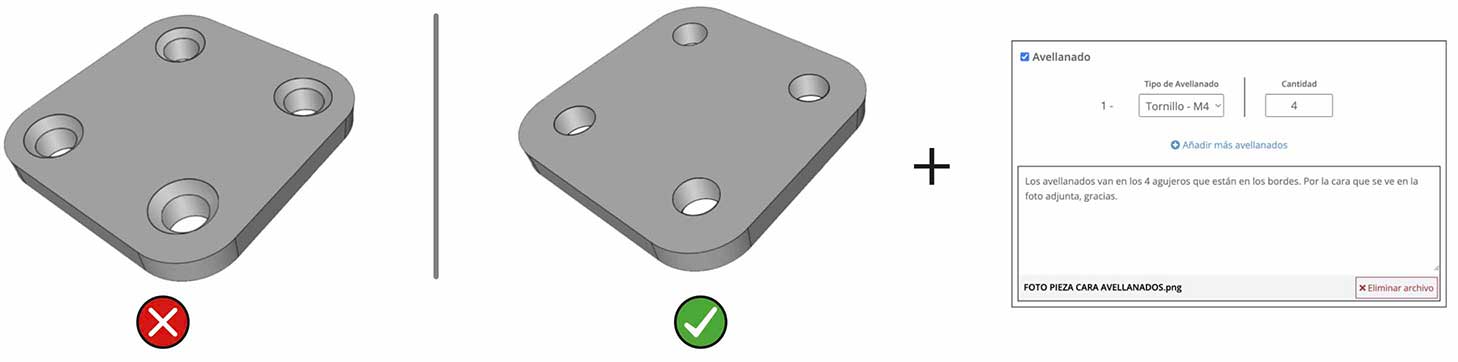
Préparation de fichiers 3D avec fraisage conique
Pour générer correctement le fichier 3D destiné à la production d’une pièce plate ou pliée avec fraisage conique, vous devez dessiner le trou de plus petit diamètre sous la forme d’un avalement. La forme de chanfrein en 3D ne doit pas être incluse. Ensuite, sélectionnez le processus d’avalement, en spécifiant à la fois sa taille et la quantité, afin d’assurer une fabrication précise et efficace. Vous pourrez ajouter des commentaires ou des documents pour fournir plus d’informations sur les trous à avalement.
Capacités du processus de fraisage conique
Chez LaserBoost, nous effectuons le fraisage conique à l’aide d’une machine CNC de précision. Vos fraisages coniques seront propres et sans bavures.
Nous disposons de plusieurs modes pour effectuer les fraisages coniques :
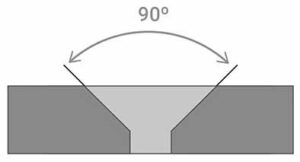
- Le mode fraisage conique traversant applique le fraisage conique sur toute l’épaisseur du matériau, à 90º.
- Le mode fraisage conique pour vis M (M2, M2.5, M3…) applique le fraisage conique de manière à ce que la tête d’une vis fraisée du taille sélectionnée selon la norme générale DIN (par exemple DIN 7991 ou DIN965, entre autres) soit cachée.
- Le mode fraisage conique personnalisé est réalisé selon les dimensions dont vous avez besoin, avec un diamètre supérieur pour le chanfrein, à 90º.

Tous les fraisages coniques sont réalisés à 90 degrés.
Des questions supplémentaires ? L’équipe technique de LaserBoost est à votre disposition pour vous aider avec votre conception et pour vérifier que vos fichiers sont corrects avant de passer commande. Vous pouvez les contacter via info@laserboost.com.







